





 扫一扫
扫一扫
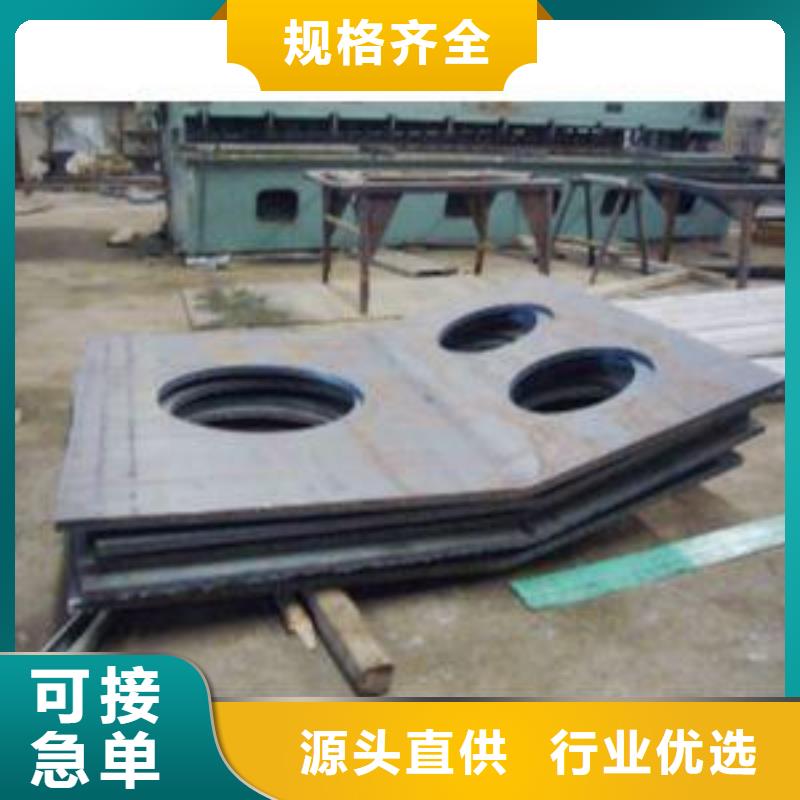
激光切割打孔钢板折弯异型钢管源头工厂量大优惠")
大润金属制品以激光打孔,钢板折弯为加工点1、在单位尺寸上,板材越厚,所需的弯曲力越大;板材厚度越大,在选择弯曲设备时,需要进一步提高弯曲力的裕度;不锈钢的热导率比普通低碳钢低,延伸率低,需要的变形力越大。
2、材料的屈服强度越大,弹性恢复力越大,需要的压制角度越小,以获得折弯零件的角度9 0度,奥氏体不锈钢在折弯时的弹性恢复变形比碳钢大,因此压制角度比碳钢小。
3、在单位尺寸上,拉伸强度大,伸长率小,需要的弯曲力大,弯曲角度大,碳钢相同板材厚度的904L不锈钢板的弯曲角度大。否则,会出现弯曲裂纹,影响工件强度。
4、与设计图的板厚和折弯半径相对应的情况下,一个弯曲工件的展开尺寸为直角边上正负两板厚,足以满足设计精度要求,根据经验公式计算展开量,可以简化计算过程。
激光切割打孔钢板折弯
大润激光切割打孔钢板折弯的产品都是定制品,如有需要请联系本店主:王经理,洽谈价格。
激光切割打孔钢板折弯异型钢管源头工厂量大优惠")
激光切割打孔钢板折弯异型钢管源头工厂量大优惠")
激光切割打孔钢板折弯异型钢管源头工厂量大优惠")
亚电物资有限公司现有员工一百多人,拥有整合各种运输车辆三百余台、仓库、分拨场地四千多平方米,年生产【文山精密管、】四万余吨。
激光切割打孔钢板折弯异型钢管源头工厂量大优惠")
激光切割打孔钢板折弯异型钢管源头工厂量大优惠")
对此采取的工艺措施为:①改变加工工艺,先折弯再剪切。② 改变零件设计图纸和加工工艺,在开裂位置慢速钻孔防止形成内应力或释放内应力,或者加大折弯半径。.改变零件设计图纸,在开裂位置钻孔,防止形成内应力或释放内应力③在开裂部位采取应力消除措施,比如用火焰烘烤该位置,温度控制在150-200℃左右,加热烘烤宽度和时间根据材料厚度和开裂深度具体情况而定,切忌把钢材烘烤过度改变了材料组织性能。
折弯开裂的起因还有很多,比如材料的夹杂物、偏析严重,牌号选择错误,或者折弯磨具设计、润滑工艺、弯曲半径、弯曲角度设计不合理等,今天就只说这两点,希望对大家在加工、贸易过程中有所帮助。
关于钢材的问题是千变万化的,从基础上去了解钢材往往很多问题会迎刃而解,当然,也不仅仅是材料上要了解,加工、仓储、物流等整个链上的知识也要了解,总之,一句话“学无止境,只有知钢懂钢,才能更有竞争力”。
大润激光切割打孔钢板折弯方矩管打孔
激光切割打孔钢板折弯异型钢管源头工厂量大优惠")
激光切割打孔钢板折弯异型钢管源头工厂量大优惠")
激光切割打孔钢板折弯异型钢管源头工厂量大优惠")
技术支持:cdlgp.com