无论您是初次接触还是已经熟悉,我们的(连云)【本地】珩磨管研磨缸筒用心经营产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
以下是:(连云)【本地】珩磨管研磨缸筒用心经营的图文介绍
【本地】珩磨管研磨缸筒用心经营")
【本地】珩磨管研磨缸筒用心经营")
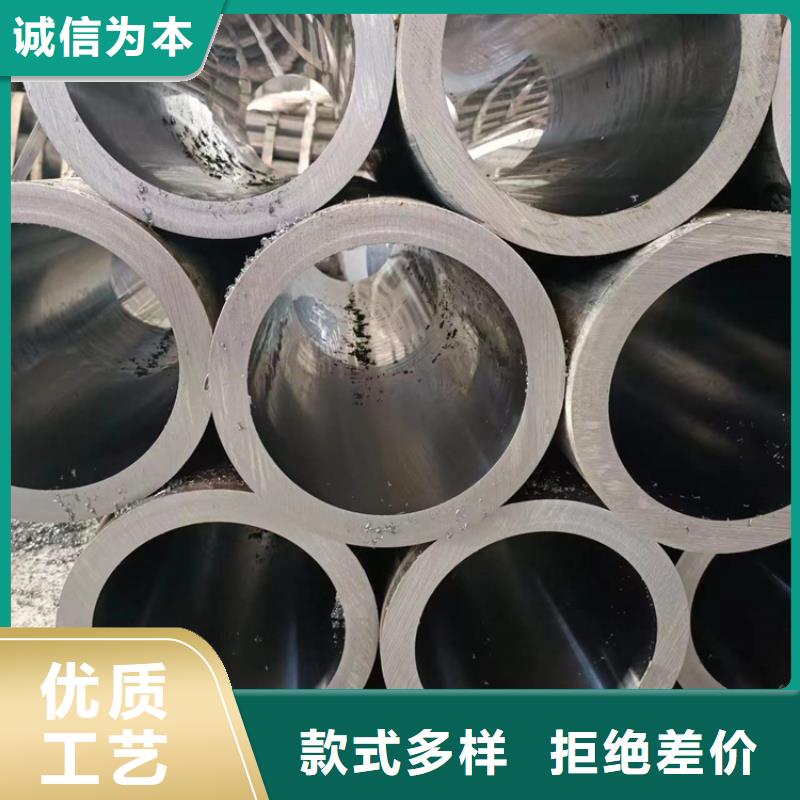
油缸缸筒选用的就是大口径的珩磨管,并在其端部配有支承衬套,要跟大家强调的是珩磨管支承衬套的装配部位和装配间隙,不能出现较大的误差,以免损坏缸筒内壁,甚至是导致钢桶报废。一般情况下,支承衬套是镶在珩磨管导向套内径凹槽处,它主要是对活塞杆起导向及支承作用,要求其内径与活塞杆外径间隙保持在0.08-0.16mm之间。如果间隙小于0.08mm时,活塞杆的运动阻力就会增大,造成油缸发颤,支承衬套磨损加快,严重时伴有异响,失去支承作用。珩磨管是由一种精度高的磨削加工而成,不但用于圆孔,而且用于淬硬齿面,这也是一种抛光方法。它可以作为一个组合的磨削工具,可以安装在浮动夹具,使其可以自我调节。因此,可以减少孔的形状误差,但不能减少孔的几何误差。抛光管是使用软质的抛光轮或者是圆盘型的抛光盘,加上抛光膏,使工件经过精加工获得很高表面光洁度。然而,由于在加工过程中没有刚性基准,所以不能减少几何误差。然而,相对珩磨管而言,它可以抛光不规则表面。
【本地】珩磨管研磨缸筒用心经营")
【本地】珩磨管研磨缸筒用心经营")
【本地】珩磨管研磨缸筒用心经营")
珩磨管中的珩磨工具在珩磨管的珩磨加工中,使用珩磨工具是比较普遍的,其中比较常用的一种,就是珩磨齿轮,所以下面,就来简单说明一下。珩磨齿轮,其是由基体加上磨料来构成的。使用它进行珩磨,主要是为了去除材料表面的杂质及毛刺等,从而来提高表面光洁度。不过,我们在使用这一种珩磨工具时,也是需要注意一些事项的,其主要是有:(1)对于设备的大行程,应不超过珩磨时的大宽度,否则的话,那么就有可能会严重损坏珩磨齿轮。(2)在珩磨量的控制上,应将其数值控制在合理且合适的范围内。而且对于珩磨时间的控制,也是同样要求,建议是两分钟左右。(3)珩磨齿轮的材质,由于比较脆,所以是严禁撞击和敲打的,以免使其损坏而不能使用了。
【本地】珩磨管研磨缸筒用心经营")
【本地】珩磨管研磨缸筒用心经营")
九冶管业有限公司是一家以生产 连云油缸管、为主的生产厂家,集科研、生产、销售为一体的大型股份制企业,现拥有三个大型生产厂地。
【本地】珩磨管研磨缸筒用心经营")
【本地】珩磨管研磨缸筒用心经营")
【本地】珩磨管研磨缸筒用心经营")
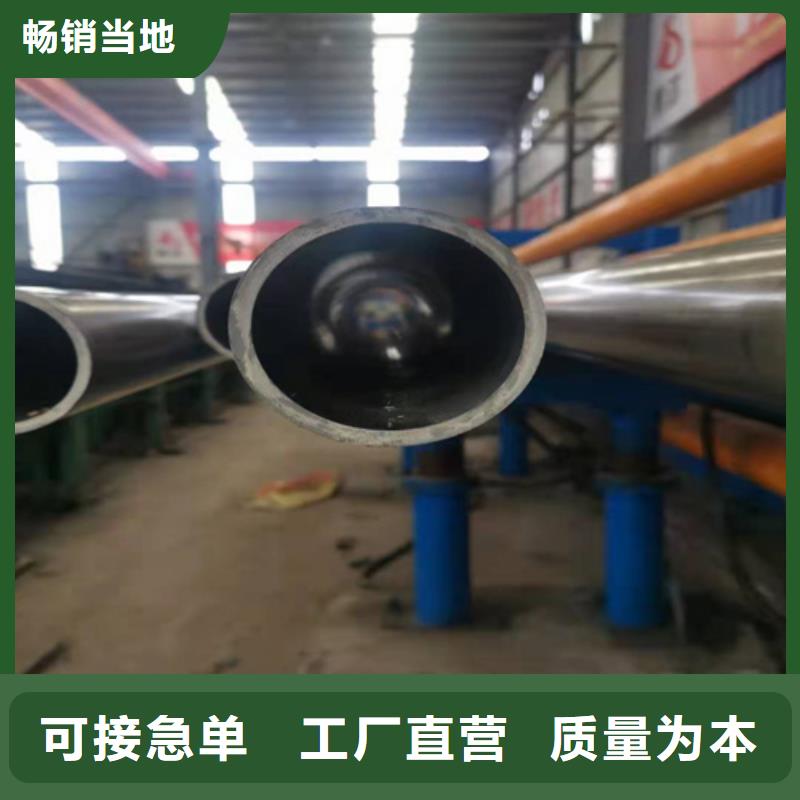
珩磨管珩磨加工后表面质量好,有利于润滑油的存储及油膜的保持,有较高的表面支承率,因而能承受较大载荷,耐磨损,从而提高了产品的使用寿命;加工范围广,主要加工各种圆柱形孔,用专用珩磨头,还可加工圆锥孔、椭圆孔等。加工精度高,特别是一些中小型的光通孔,其圆柱度可达 0.001mm以内。一些壁厚不均匀的零件,其圆度能达 0.002mm。对于大孔,圆度也可达 0.005mm,珩磨比磨削加工精度高。
【本地】珩磨管研磨缸筒用心经营")
【本地】珩磨管研磨缸筒用心经营")
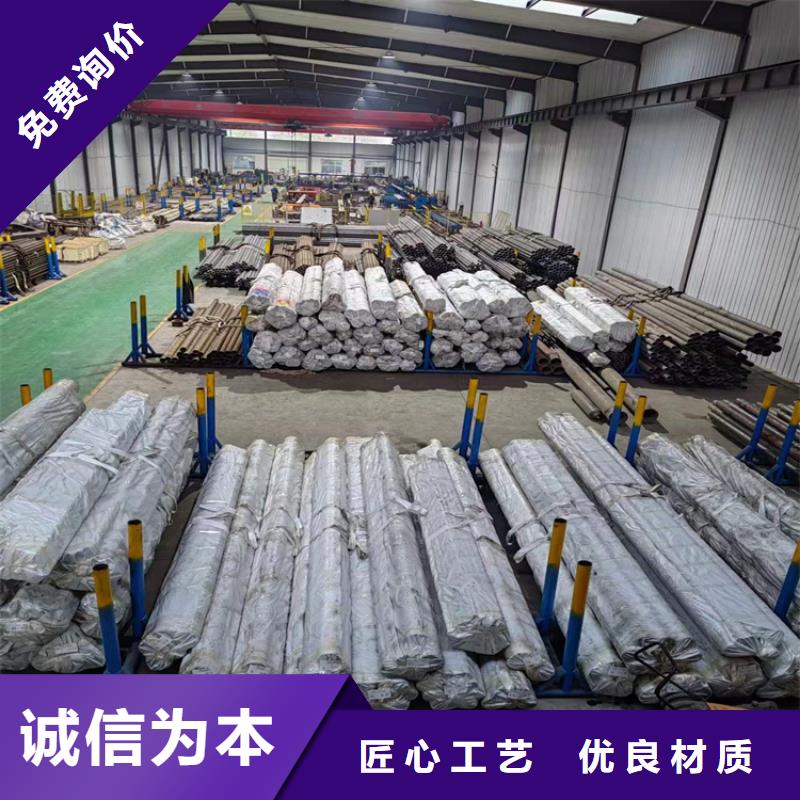
不管是冷拔过程中还是热处理过程中,影响其性能和质量的因素都比较多,所以对加工工艺和热处理工艺的研究是非常有必要的。珩磨管生产特点的简单介绍珩磨管的生产工序比较多,从材料的投入到成品的成型,需要经过多次的冷变形。不仅如此,整个过程中还包含多个由准备工序和变形工序组成的生产循环,循环往复,使得珩磨管的生产周期比较长,而且材料消耗也比较大。由于珩磨管的加工设备多数为单体布置的,因此整个过程属于间断性生产,由此可以看出,珩磨管生产的特点是管料在冷变形之前和一直到累积冷变形量达到了一定程度后,为了消除加工硬化及其他需要在继续冷变形之前,都要进行一系列准备工作。为了保证产品品质,必须对管料进行仔细检查;对成型后的珩磨管,检查也是不可缺少的作业环节之一,确保其表面质量、尺寸、性能等都符合标准。
【本地】珩磨管研磨缸筒用心经营")
【本地】珩磨管研磨缸筒用心经营")
【本地】珩磨管研磨缸筒用心经营")



 扫一扫
扫一扫